


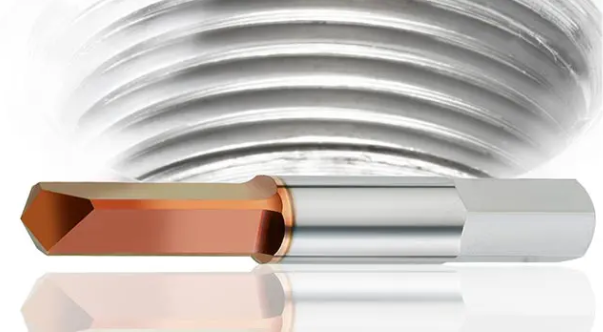
Nachreiner 配備強大(dà)的(de)整體硬質合金鑽頭,可(kě)去除孔中卡住的(de)絲錐
可(kě)以在最短的(de)時(shí)間内重新制造各種材料的(de)新内螺紋
您想經濟、安全、快(kuài)速且不腐蝕地修複内螺紋生産中的(de)刀(dāo)具破損嗎?使用(yòng)我們的(de)工具制造商 Nachreiner 的(de) E.1619.1 整體硬質合金鑽頭去除卡住的(de)絲錐,可(kě)以加工多(duō)種材料。在很短的(de)時(shí)間内,特殊塗層的(de)鑽頭可(kě)以在不松開或不損壞損壞工件的(de)情況下(xià)移除損壞的(de)刀(dāo)具。
在許多(duō)情況下(xià),内螺紋生産代表了(le)長(cháng)制造鏈中的(de)最後一道工序。通(tōng)常在生産鏈的(de)末端使 用(yòng),絲錐或成型機必須始終提供高(gāo)精度的(de)頂級性能。由于工件在這(zhè)個(gè)生産階段通(tōng)常具有很高(gāo)的(de)價值,因此必須絕對(duì)避免刀(dāo)具破損,因爲這(zhè)會導緻昂貴的(de)返工或廢品。Nachreiner GmbH 的(de)授權簽署人(rén) Martin Seifriz:“内螺紋主要通(tōng)過螺紋切削或螺紋成型生産。這(zhè)些方法的(de)優點是良好的(de)工藝可(kě)靠性、高(gāo)生産率和(hé)相對(duì)較低的(de)工具成本。然而,盡管小心翼翼,還(hái)是會出現排屑問題,尤其是對(duì)于長(cháng)切屑材料,例如在生産盲孔螺紋時(shí)。水(shuǐ)龍頭可(kě)能會卡住,然後由于負載而折斷。”
鑽出而不是侵蝕
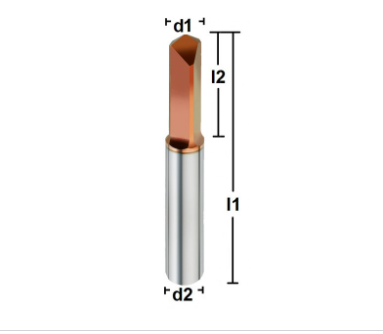
一種在不損壞工件的(de)情況下(xià)移除損壞的(de)絲錐的(de)良好且安全的(de)技術正在侵蝕。Martin Seifriz:“這(zhè)是一個(gè)經過驗證的(de)工藝,但通(tōng)常必須松開工件,甚至将其帶到外部電蝕機。最後,侵蝕既費時(shí)又昂貴。我們用(yòng)于去除卡住絲錐的(de)直槽整體硬質合金鑽頭 E.1619.1 具有特殊幾何形狀和(hé)加強芯,是一種經濟且安全的(de)替代品。通(tōng)過使用(yòng)合适的(de)取芯絲錐——我們提供現貨的(de)公制尺寸 M 3 至 M 12 或實用(yòng)套件中的(de)所有尺寸——快(kuài)速鑽出絲錐的(de)芯,并将損壞工具的(de)剩餘物(wù)從鑽孔中幹淨地清除。”
操作方法很簡單:用(yòng)合适尺寸的(de) Nachreiner E.1619.1 快(kuài)速接近或“傾斜”幾次破碎絲錐的(de)不平整表面。以獲 得(de)定心。建議(yì)僅使用(yòng)帶有冷(lěng)卻潤滑劑的(de)工具。例如,對(duì)于 M4:轉速 S:6500 rpm,進給速度 vf:50 mm/min,切削速度 vc:67 m/min,每轉進給 f:0.008 mm/r。E.1619.1。以均勻的(de)進給速度鑽出斷絲錐的(de)芯部。之後,用(yòng)戶可(kě)以快(kuài)速清除損壞的(de)水(shuǐ)龍頭,不會留下(xià)任何殘留物(wù)。最後但并非最不重要的(de)一點是,使用(yòng)另一個(gè) Nachreiner 螺紋工具生産了(le)一條新螺紋。
Martin Seifriz:“與昂貴的(de)電蝕相比,不需要松開工件,鑽孔平均最多(duō)隻需要一到兩分(fēn)鐘(zhōng)。
基本上,我們用(yòng)于去除卡住絲錐的(de)整體硬質合金鑽頭 E.1619.1 是經濟的(de)電蝕替代品。
這(zhè)是一種幹淨、快(kuài)速的(de)方法,有助于最大(dà)限度地減少機器停機,減少廢品,從而爲用(yòng)戶節省大(dà)量時(shí)間和(hé)成本。”